Сварные швы неоднородны по своей структуре и включают следующие зоны: зона основного металла, сварного шва, сплавления и термического влияния.
Сварные швы неоднородны по своей структуре и включают следующие зоны: зона основного металла, сварного шва, сплавления и термического влияния.
Различают следующие виды сварочных соединений:
1) Стыковые.
Это наиболее распространенный вид соединений для различных методов сварки, обладающий некоторым рядом преимуществ, по сравнению с другими: высокая производительность сварки, минимизация расхода свариваемого и наплавляемого металла, высокая прочность при правильном соблюдении технологии сварки, отсутствие собственных конструктивных напряжений. При этом такие соединения требуют тщательной подготовки кромок и точности взаимного расположения кромок деталей при сборке под сварку.
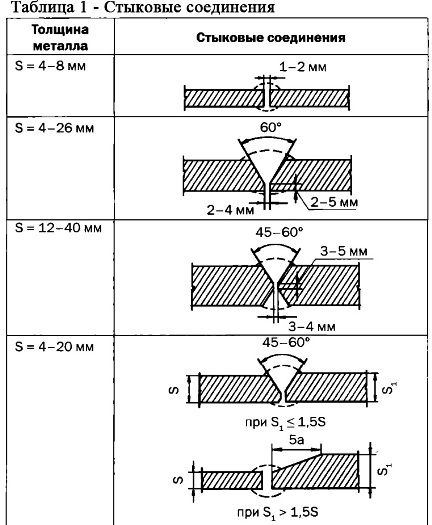
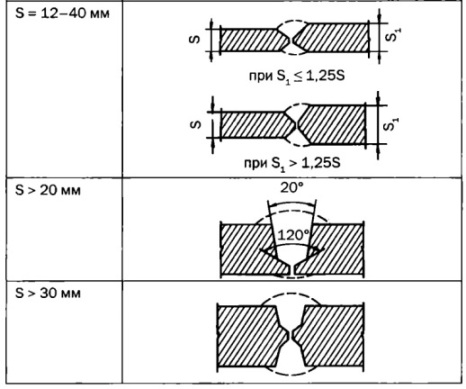
Разделка кромок может быть различной, ее примеры указаны в таблице 1.
При большой толщине кромок применяется чашеобразная разделка, для толщины 20...50 мм — односторонняя, свыше 50 мм — двусторонняя. Стыковые соединения широко применяются при сварке листов, труб, сортового металлопроката.
Рис. 1. Зоны сварного соединения: 1 - сварной шов, 2 - зона сплавления, 3 - зона термического влияния, 4 - зона основного металла
Рис. 2. Виды сварных соединений: а - стыковое, б - тавровое, в - угловое, г - нахлесточное, д - прорезное, ж - с накладками, з - с электрозаклепками, 1...3 - основной металл, 2 - накладка, 3 - электрозаклепки
2) Угловые.
Примеры угловых соединений показаны на рис. 2, в. Они могут быть односторонними или двусторонними для увеличения прочности. Применяются также при сварке листовых, фасонных и трубных заготовок. Угол наклона заготовок может быть различным, требуется предварительная разделка кромок.
3) Тавровые.
Вертикальный элемент таврового соединения должен иметь обрезную кромку. Скос рекомендуется делать с обеих сторон, при невозможности провара — только с одной стороны. При этом должен быть обеспечен зазор между вертикальной и горизонтальной деталью для проваривания на всю толщину листа. Тавр используется для соединения листовых заготовок.
4) Нахлесточные.
Такие соединения в основном используются при точечной и контактной сварке, т. к. в остальных случаях неоправданно увеличивается расход основного и электродного металла. В случае нахлесточного соединения разделка кромок под углом не требуется, но они должны быть обрезными. Для исключения коррозии между листами рекомендуется проваривать соединение с обеих сторон.
5) Торцовые.
В этом варианте листы накладывают друг на друга в виде «сэндвича» и сваривают по общим торцам.
6) Прорезные.
Они применяются тогда, когда необходимо усилить нахлесточное соединение. Прорезь делают в открытом или закрытом варианте.
7) С накладками.
Такие соединения тоже используют как вариант усиления стыковых или нахлесточных соединений. Примером может являться применение укрепляющих колец на внутренней поверхности при сборке-сварке обечаек емкостей.
8) С электрозаклепками.
Для образования этого соединения верхний лист предварительно просверливают, затем проваривают так, чтобы шов захватил и нижнюю деталь. Тонкий металл без засверливания проплавляется насквозь. Эти соединения являются довольно прочными, но неплотными.
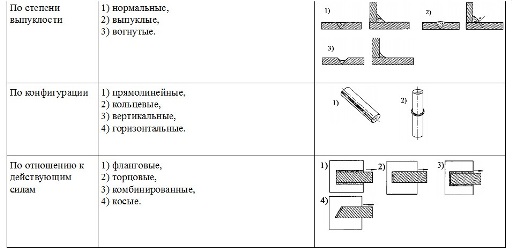
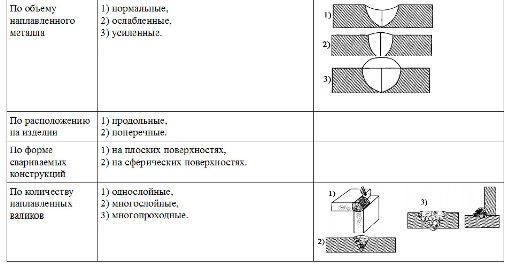
Сварные швы классифицируются по различным критериям (см. табл. 2). Геометрия шва определяется, в первую очередь, типом сварки. Далее по соответствующему стандарту (ГОСТ5264, ГОСТ15878, ГОСТ15164) определяются форма и размеры разделки кромок, а также допустимые отклонения геометрических размеров.